|
CONTROLE ESTATÍSTICO
DE PROCESSO ·
HISTORICAMENTE, AS ORIGENS DO CEP ESTÃO EM 1924 COM
AS PRIMEIRAS CARTAS DE CONTROLE DE SHEWART ·
O USO INDUSTRIAL DO CEP TEM INÍCIO NA DÉCADA DE 50
APÓS A SEGUNDA GRANDE GUERRA MUNDIAL ·
A PARTIR DA DÉCADA DE 70 O CEP DIFUNDIU-SE NA
EUROPA, NOS EUA E PRINCIPALMENTE NO JAPÃO ·
DOIS MÉTODOS DE CEP: MEDIDAS POR ATRIBUTOS
(COR, AROMA, ASPECTO) E MEDIDAS POR VARIÁVEIS (DIMENSÕES, PESO) ·
NO MÉTODO POR VARIÁVEIS AS MEDIDAS SÃO FEITAS COM
INSTRUMENTOS PARA VERIFICAR SE O PRODUTO ENCONTRA-SE OU NÃO DENTRO DAS
ESPECIFICAÇÕES DE FABRICAÇÃO ·
PARA SE AVALIAR UM PROCESSO DE FABRICAÇÃO PELO CEP,
É NECESSÁRIO QUE SEJAM CONHECIDAS E CONTROLADAS TODAS AS VARIÁVEIS QUE O
INFLUENCIAM · CONCEITOS BÁSICOS: CARTA DE CONTROLE – PLOTAM-SE OS VALORES MÉDIOS
DAS DIMENSÕES DAS AMOSTRAS (CADA AMOSTRA COM 5 RÉPLICAS) NA ORDENADA E O
NÚMERO DA AMOSTRA NA ABSCISSA.
NA CARTA MOSTRADA:
LIC – LIMITE INFERIOR E CONTROLE
LSC – LIMITE SUPERIOR DE CONTROLE
ONDE A2 É TABELADO E IGUAL A 0,58
PARA UMA AMOSTRA COM N = 5 RÉPLICAS (TAB. 8.1 PÁG. 71 – LIVRO DO PROF. OLÍVIO)
R É CALCULADO PELA DIFERENÇA ENTRE
O MAIOR VALOR E O MENOR VALOR ENCONTRADO PARA CADA AMOSTRA OS LIMITES DE CONTROLE NÃO
SÃO OS LIMITES ESPECIFICADOS PELOS AFASTAMENTOS SUPERIOR E INFERIOR DEFINIDOS
NO PROJETO DO COMPONENTE. OS LIMITES DE CONTROLE
REPRESENTAM A VARIABILIDADE DO PROCESSO DE FABRICAÇÃO E INDICAM QUAL A
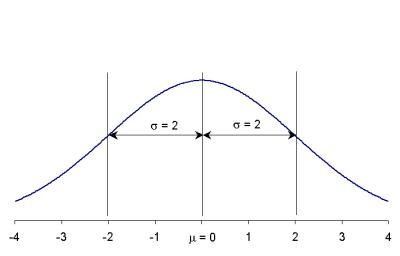
CAPACIDADE DE QUALIDADE DE TRABALHO QUE ESSE PROCESSO OFERECE. · DISTRIBUIÇÃO NORMAL UM PROCESSO DE FABRICAÇÃO PODE
SER AVALIADO PELO CEP SE APRESENTAR OS RESULTADOS DISTRIBUÍDOS DE FORMA NORMAL. A DISTRIBUIÇÃO NORMAL
EQUACIONADA POR GAUSS APRESENTA UM VALOR MÉDIO (m) E UM DESVIO-PADRÃO (s) QUE REPRESENTAM
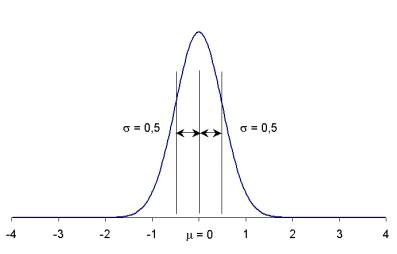
A POPULAÇÃO QUANTO MAIOR O VALOR DE
s MAIOR É
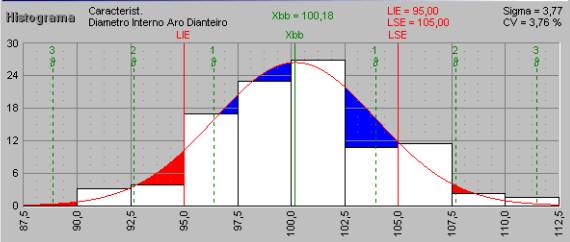
A DISPERSÃO DOS RESULTADOS, OU SEJA, MAIOR É A VARIABILIDADE DO PROCESSO NA FIGURA A SEGUIR, REPRESENTA-SE A CURVA NORMAL E O
HISTOGRAMA CORRESPONDENTE AOS VALORES MEDIDOS
O DESVIO PADRÃO DA AMOSTRA (S) É CALCULADO PELA EXPRESSÃO:
JÁ O DESVIO PADRÃO DA POPULAÇÃO ANALISADA PODE SER
ESTIMADO POR:
ONDE d2
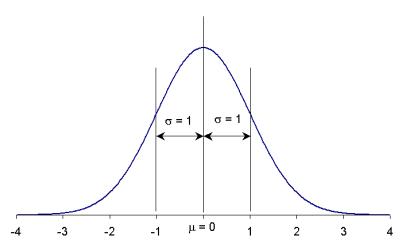
TAMBÉM É TABELADO EM FUNÇÃO DE N. PARA N =5 TEM-SE d2 = 2,33 NA CURVA NORMAL, O VALOR DE s
É DADO PELO PONTO DE INFLEXÃO DA
CURVA.
CURVA NORMAL
PADRONIZADA: m = 0 E
s = 1 A ÁREA SOB A CURVA NORMAL PADRÃO INDICA A PROBABILIDADE DE
ENCONTRAR-SE VALORES ENTRE OS LIMITES ESPECIFICADOS. ASSIM:
· PARÂMETROS ESTATÍSTICOS DE UM PROCESSO CAPACIDADE DO PROCESSO (CP) É A CAPACIDADE QUE O PROCESSO TEM DE PRODUZIR PEÇAS EM QUE APENAS
0,27% DELAS ESTARÃO FORA DA TOLERÂNCIA (t) ESPECIFICADA. OU SEJA, O PROCESSO
APRESENTA-SE DENTRO DE UM INTERVALO IGUAL A 6s:
A CAPACIDADE DO PROCESSO É DADA POR:
POR CONVENÇÃO, UM PROCESSO É CAPAZ QUANDO O DESVIO PADRÃO FOR
MENOR QUE UM OITAVO DA TOLERÂNCIA ESPECIFICADA, DE MODO QUE A TOLERÂNCIA
ABRANJA OITO OU MAIS DESVIOS PADRÕES, O QUE REPRESENTA UMA PROBABILIDADE DE
99,99% DE PRODUZIR-SE PEÇAS BOAS. DESTE MODO, A CAPACIDADE DO PROCESSO PODE SER REDEFINIDA
COMO:
ASSIM, UM PROCESSO SERÁ CAPAZ SE APRESENTAR UM
VALOR DE CP MAIOR QUE 1,33 CAPACIDADE REAL DO PROCESSO (CPk) SOMENTE A CAPACIDADE DO PROCESSO NÃO É SUFICIENTE PARA
DETERMINAR SE O PROCESSO TEM SUA MÉDIA AJUSTADA CONFORME PROJETADA, OU SEJA,
O PROCESSO PODE SER CAPAZ MAS APRESENTAR UMA MÉDIA INCORRETA (OU “FORA DE
CENTRO”) DOIS ÍNDICES SÃO DEFINIDOS:
ONDE DMIN (dMIN) E DMAX (dMAX) SÃO AS DIMENSÕES LIMITES ESPECIFICADAS NO
PROJETO DO COMPONENTE AVALIADO A CAPACIDADE REAL DO PROCESSO É O MENOR VALOR ENCONTRADO
ENTRE CPk1 E CPk2. O PROCESSO APRESENTARÁ BOA CAPACIDADE REAL QUANDO CPk FOR
MAIOR QUE 1,33. O PROCESSO ESTARÁ CENTRADO QUANDO CPk1 FOR IGUAL A CPk2. EXEMPLO: PROCESSOS CENTRADOS MAS COM DESVIOS
PADRÕES DIFERENTES
|